

 :
:Grinding wheel dressing
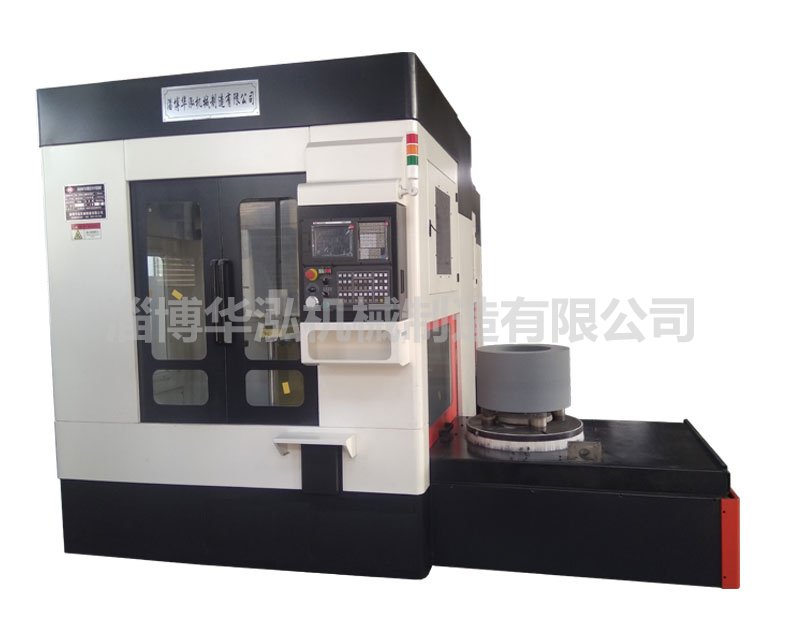
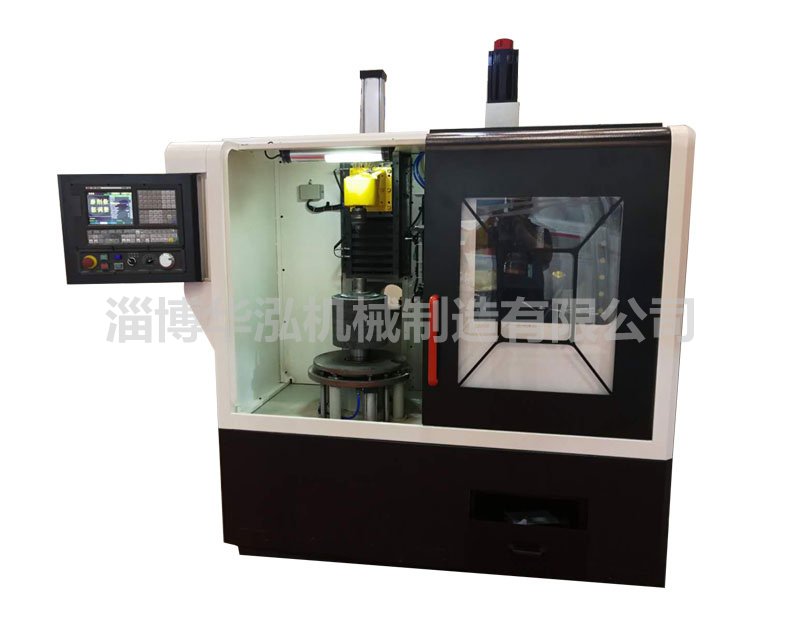
The process of shaping or trimming the blunt surface of the grinding wheel with a dressing tool to restore the grinding performance and correct geometry of the working surface. Timely and correct dressing of grinding wheel is an indispensable link to improve grinding efficiency and ensure grinding quality. Grinding wheel dressing generally includes turning, diamond roller, grinding and rolling, etc.
Turning dressing method using single particle diamond (or diamond dressing block made of fine diamond) as tool turning wheel is the most common dressing method. The diamond tool mounted on the tool holder is usually inclined about 5° ~ 15° in both vertical and horizontal directions. The contact point between diamond and grinding wheel should be 0.5 ~ 2mm lower than the axis of grinding wheel. During dressing, the diamond should be moved with uniform low-speed feeding. The smaller the surface roughness after grinding is required, the lower the feed rate should be. If the surface roughness is to reach Ra0.16 ~ 0.04 m, the dressing feed rate should be lower than 50mm/min. The total dressing amount is generally about 0.1mm for a single side, and the reciprocating dressing is repeated for several times. The cutting depth of coarse trimming is 0.01 ~ 0.03mm each time, and the fine trimming is less than 0.01mm.
Diamond roller dressing method by adopting the method of plating or powder metallurgy of diamond particles embedded in the surface of steel roller made of diamond roller, at a certain speed rotation (so as to reduce the relative speed of roller and wheel), the high-speed rotation of the grinding wheel surface grinding and rolling effect, make the keenness of the grinding wheel and the roller type surface consistent with the work surface. Diamond rollers are complex, expensive to manufacture, durable and highly efficient for dressing, and are suitable for dressing and grinding wheels with specially formed surfaces (such as threads, gears and tenon teeth of turbine blades) in mass production.
The grinding and dressing method of the grinding wheel adopts the matching grinding of the super-hard silicon carbide wheel with the high-speed grinding wheel to achieve the purpose of dressing.
The rolling dressing method USES a hard alloy disc, a set of rollers made of a set of wavy white iron discs or a set of hardened steel plates with grooves, and the grinding wheel to roll and squeeze dressing. The roller is generally installed on the dressing fixture and operated manually, which has high dressing efficiency and is suitable for dressing coarse grinding wheel.



-

Tel:+86 0533-5331306
-

Tel:+86 13805331251 / +86 18660291081
-

Add:Zichuan District, Zibo City, Shandong Province
-
-
Quick search
Click Search to quickly search for the content you want
-
PRODUCT
Grinding wheel mixing equipment
Grinding wheel forming equipment
Grinding wheel processing equipment
Grinding wheel testing equipment
-
ABOUT
-
NEWS CENTER
-
Advantages introduced
-
Zibo Huahong Machinery Manufacturing Co., Ltd. Copyright ? 20028522 all Rights Reserved Technical support:zbok